工場供給0.35mm- 50.8mm HRC50-55軽量AISI304 316 430 440ステンレス鋼ボールベアリングに使用
製品説明
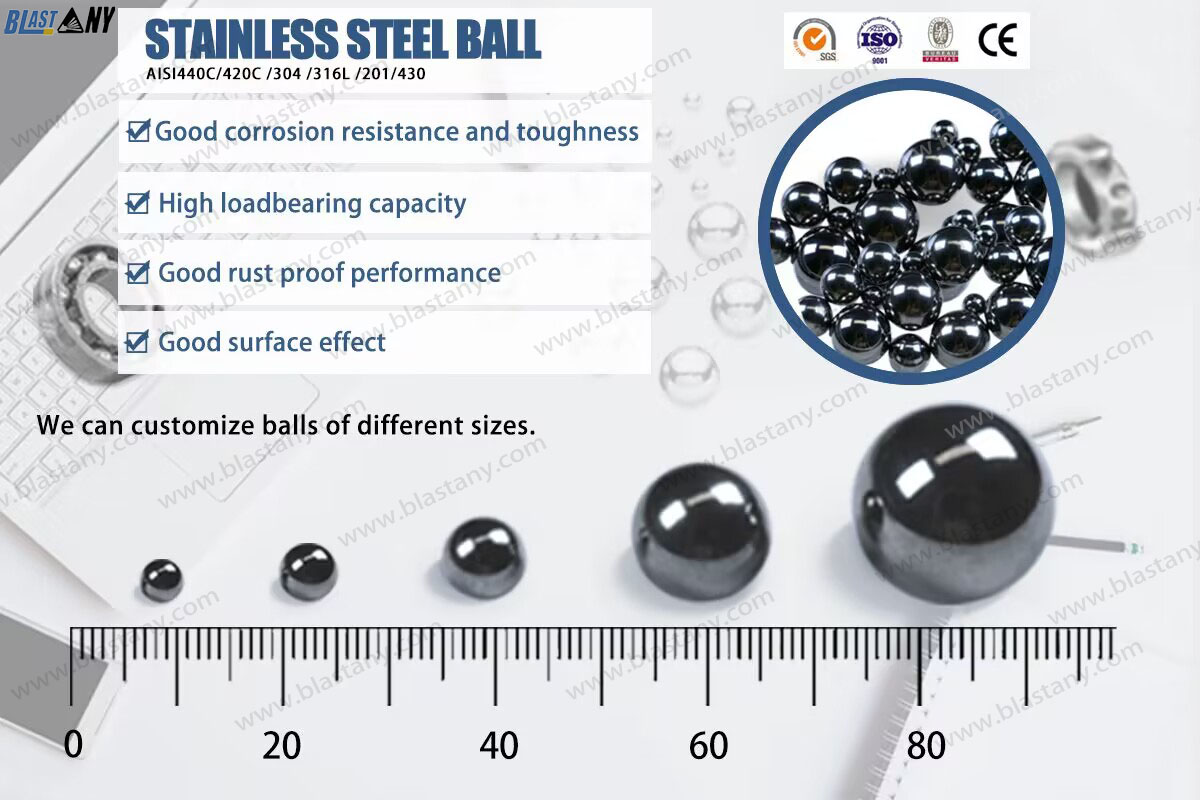
ステンレスボールは、酸化性溶液、ほとんどの有機化学物質、食品、殺菌液などの腐食に耐性があります。硫酸に対しては中程度の耐性があります。非磁性もご要望に応じてご提供可能です。用途としては、エアゾール、噴霧器、フィンガーポンプ機構、ミルクマシンミキサー、食品加工機器、医療機器などがあります。
AISI 440Cステンレス鋼球
サイズ: 0.35mm~50.8mm
グレード:G10、G16、G40、G60、G100、G200。
硬度: HRC56-58、ハートフォード 440C ステンレス鋼ボールは不動態化処理されており、遊離鉄汚染物質を除去し、保護不動態膜の自発的な形成を促進します。
磁性:マルテンサイト鋼、磁性
特徴: 高精度、優れた耐腐食性、強い錆び止め、耐摩耗性。
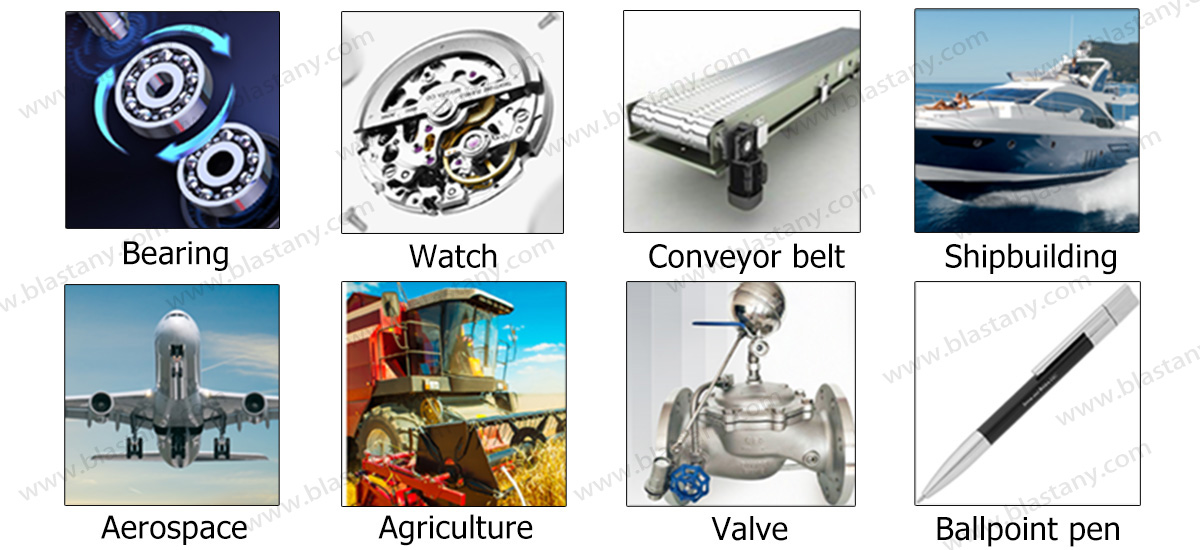
用途:ベアリング、スタンピング、油圧部品、バルブ、航空宇宙、シール、冷凍装置、高精度機器など。
| 化学組成 | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.95~1.10 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.60 | 16.0~18.0 | 0.75 | |
AISI 420Cステンレス鋼球
サイズ: 0.35mm~50.8mm
グレード:G10-G1000
硬度: HRC50-55
磁性:マルテンサイト鋼、磁性、優れた防錆性、高硬度。AISI 420ステンレス鋼ボールは、優れた耐摩耗性と硬度を備えています。440Cと比較すると、硬度はわずかに低く、耐腐食性は優れています。
特徴:一般的にステンレス鋼と呼ばれ、耐食性と靭性が優れています。
用途:各種精密機械、ベアリング、電気機器、家電製品、自動車部品など。
| AISI 420C(4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.36-0.43 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.60 | 12.0~14.0 | ≤0.60 |
430ステンレス鋼球
直径: 1MM-50.80MM
硬度: HRC26
グレード:G10-G1000
特徴: 低価格、耐錆性が低い。
用途: ハードウェア、装飾品、アクセサリー、化粧品、産業、防錆性能に対する要件が低い産業。化粧品撹拌機、マニキュアおよびアイライナー、熱交換器、測定機器、およびバルブボール。
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.12 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | - | 16.0~18.0 | - |
AISI 304ステンレス鋼球
サイズ: 0.5mm~63.5mm
グレード:G80-G500
硬度: ≤HRC21
磁性:オーステナイト鋼、非磁性
特徴: 強力な防錆性、優れた耐腐食性。幅広く使用されており、優れた防錆性能、優れた表面効果、環境保護認証。
用途: バルブ、香水瓶、マニキュア、哺乳瓶などの家庭用電化製品、自動車部品、エアコン、電気製品、化粧品、ベアリングスライド、医療機器、宝石、その他多くの産業。
| 化学組成 | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 8.0~10.5 | 18.0~22.0 | |
AISI 316Lステンレス鋼球
サイズ: 1.0mm~63.5mm
グレード:G80-G500
硬度: ≤HRC26
磁性:オーステナイト鋼、非磁性
特徴: 耐腐食性が要求される産業に最適で、防錆力が非常に強い。優れた耐腐食性(塩化酸を除く)、硬化できないオーステナイト系ステンレス鋼。
用途: AISI 316L ステンレス鋼ボールは、医療機器、化学産業、航空、宇宙、プラスチックハードウェア、香水瓶、スプレー、バルブ、マニキュア、モーター、スイッチ、アイロン、洗濯機、冷蔵庫、エアコン、医薬品、自動車部品、ベアリング、計器、ボトルに使用できます。
AISI 316Lステンレス鋼球
| 化学組成 | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 12.0~15.0 | 16.0~18.0 | 2.0~3.0 | |
製品パッケージ
A) 内部パッキング: ドライパッキングまたはオイルパッキングがお客様のニーズに応じて提供されます。
B) 外装梱包:
1)鉄ドラム+木製/鉄製パレット。
2)25kgポリ袋+カートン+木製パレットまたは木箱。
カスタマイズされた梱包。

製品パラメータ
| 当社のステンレス鋼球には440C 420C 304 316 201が含まれており、化学組成は次のとおりです。 | |||||||||
| 化学成分(%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SSボール | 0.95~1.2 | 16~18歳 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.75 | ≤0.6 | ---- |
| AISI420C SSボール | 0.26-0.43 | 12~14歳 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.6 | ≤0.6 | ---- |
| AISI304 SSボール | ≤0.08 | 18~22歳 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | ---- | 8~10 | ---- |
| AISI316L SSボール | ≤0.08 | 16~18歳 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | 2.0~3.0 | 12~15歳 | ---- |
| AISI201 SSボール | ≤0.15 | 16~18歳 | ≤1.0 | 5.5~7.5 | ≤0.045 | ≤0.03 | ---- | 0.35~0.55 | 1.82 |
| AISI430 SSボール | ≤0.12 | 16~18歳 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | ---- | ---- | ---- |
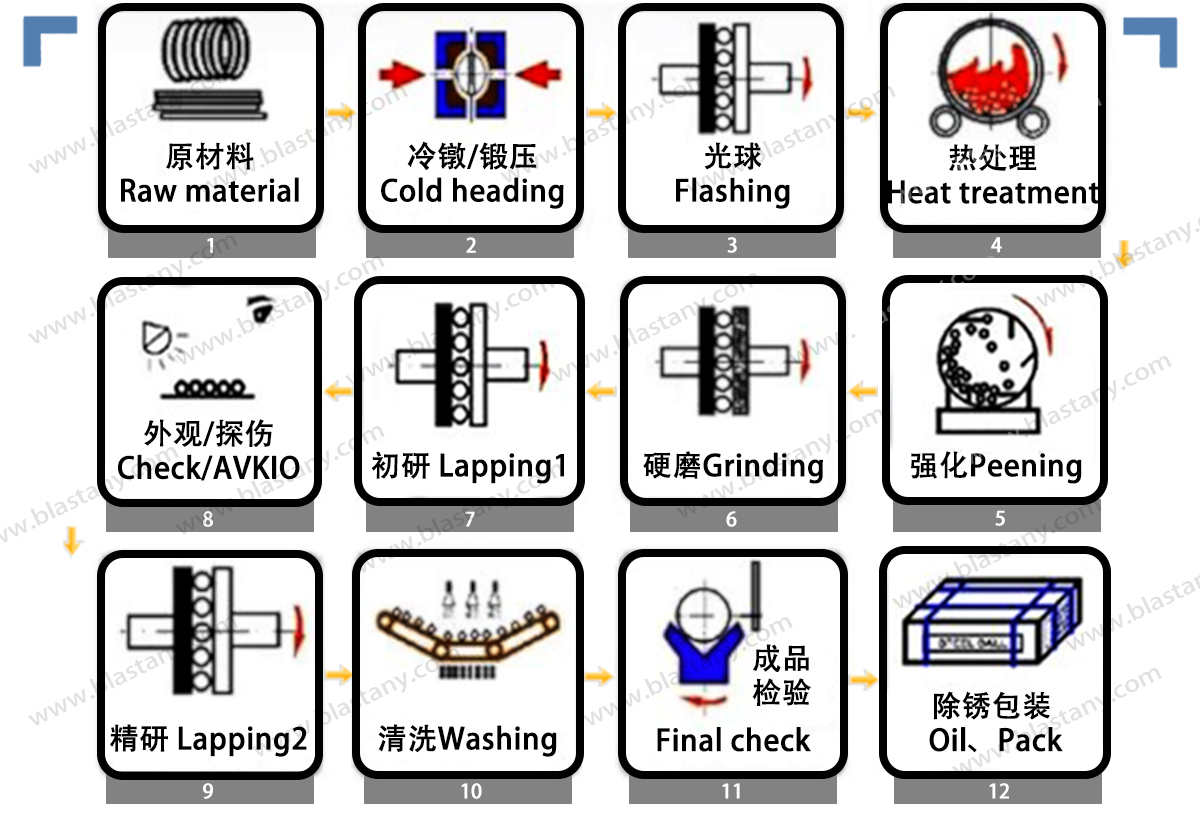
生産フロー
原材料検査
原材料は線材の形で供給されます。まず、品質検査員が目視検査を行い、品質が基準を満たしているか、不良品がないかを確認します。次に、直径を確認し、原材料証明書を確認します。
冷間圧造
冷間圧造機は、指定された長さの線材を円筒状のスラグに切断します。その後、圧造ダイスの2つの半球状の半分が、スラグをほぼ球形に成形します。この鍛造工程は室温で行われ、ダイスキャビティが完全に充填されるように、少量の添加材が使用されます。冷間圧造は非常に高速で行われ、大きなボールは平均速度で毎秒1個、小さなボールは毎秒2~4個の速度で圧造されます。
点滅
この工程では、ボールの周りに形成された余分な材料が除去されます。ボールは溝付きの鋳鉄板の間を数回通過し、転がる際に少量の余分な材料が除去されます。
熱処理
その後、部品は焼入れ・焼戻し工程を経て熱処理されます。すべての部品が均一な状態を保つため、回転炉が使用されます。最初の熱処理後、部品は油槽に浸漬されます。この急速冷却(油焼入れ)により、高硬度と優れた耐摩耗性を特徴とするマルテンサイト相が生成されます。その後の焼戻し工程により、軸受の最終硬度が規定値に達するまで内部応力がさらに低減されます。
研削
研磨は熱処理の前後に行われます。仕上げ研磨(ハード研磨とも呼ばれます)により、ボールは最終仕様に近づきます。精密金属球のグレードボールの全体的な精度を表す指標で、数値が低いほどボールの精度は高くなります。ボールのグレードには、直径公差、真円度(球度)、表面粗さ(表面仕上げとも呼ばれます)が含まれます。精密ボールの製造はバッチ処理です。ロットサイズは、研削およびラッピング工程に使用する機械のサイズによって決まります。
ラッピング
ラッピングは研削に似ていますが、材料除去率は大幅に低くなります。ラッピングは、2枚のフェノール樹脂プレートとダイヤモンドダストなどの非常に微細な研磨スラリーを用いて行われます。この最終製造工程により、表面粗さが大幅に向上します。ラッピングは、高精度または超精密ボールグレードの製造のために行われます。
クリーニング
その後、洗浄工程により、製造工程から加工液や残留研磨材が除去されます。マイクロエレクトロニクス、医療、食品業界など、より厳しい洗浄要件を求めるお客様は、ハートフォード・テクノロジーズのより高度な洗浄オプションをご利用いただけます。
目視検査
一次製造工程の後、精密鋼球の各ロットは複数の工程内品質管理検査を受けます。錆や汚れなどの欠陥がないか目視検査で確認します。
ローラーゲージ
ローラーゲージは、サイズが小さすぎる精密鋼球と大きすぎる精密鋼球を100%選別するプロセスです。詳しくは、当社の別ページをご覧ください。ローラーゲージングプロセスに関するビデオ。
品質管理
精密ボールの各ロットは、直径公差、真円度、表面粗さなどのグレード要件を満たすように検査されます。この工程では、硬度などのその他の関連特性や外観要件も評価されます。